La précision et la qualité de la fabrication des pièces métalliques dépendent fortement d'une conception détaillée et bien réfléchie, en particulier lorsqu'il s'agit de technologies de découpe au laser et de pliage à commande numérique. La responsabilité du concepteur est de s'assurer que chaque élément de la conception est non seulement innovant, mais aussi compatible avec les contraintes pratiques des technologies de fabrication. Chaque aspect, des dimensions aux subtilités des courbes et des pliages, doit être adapté aux capacités et aux limites spécifiques des méthodes de fabrication employées.
Ils veillent à ce que les conceptions soient adaptées aux capacités et aux contraintes spécifiques des technologies de fabrication, en alignant les souhaits en matière de conception innovante sur les aspects pratiques du comportement des matériaux, de la précision des outils et de l'efficacité des processus.
Processus de fabrication de pièces métalliques - Découpe au laser
La découpe au laser est une technique privilégiée dans la fabrication de pièces métalliques de précision, connue pour sa précision et son efficacité. Elle est particulièrement adaptée aux projets exigeant une grande précision et permet d'obtenir des tolérances aussi réduites que +/- 0,127 mm. Cette méthode est polyvalente et permet de traiter des matériaux d'une épaisseur allant jusqu'à 20 mm (0,78″), ce qui permet de répondre à un large éventail d'applications.
Toutefois, il est essentiel de tenir compte des limites inhérentes à la découpe au laser :
- Limitation de la taille des trous : La taille minimale des trous réalisables est limitée par la taille du faisceau laser et l'épaisseur du matériau. En général, lorsque le diamètre du trou est inférieur à l'épaisseur du matériau, le point de perçage entraîne souvent un dépassement de la tolérance.
- Contraintes liées aux caractéristiques 3D : La découpe au laser n'est pas adaptée à la création de coupes inclinées ou de caractéristiques 3D complexes en raison de la nature linéaire du faisceau laser.
Ces contraintes nécessitent une planification minutieuse pendant la phase de conception afin d'aligner les exigences du projet sur les capacités du processus. Elles soulignent l'importance d'une approche équilibrée, où l'innovation en matière de conception est harmonisée avec l'exécution pratique pour garantir que les composants finaux sont à la fois de haute qualité et adaptés à l'usage prévu.
| Découpe au laser |
| Linéaire |
Diamètre du trou |
| Standard |
Haute précision |
Standard |
Haute précision |
| ±0,20 mm |
±0,15 mm |
±0,25 mm |
±0,10 mm |
| Taille des trous de découpe au laser |
| Minimum |
diamètre du trou ≥ ½ épaisseur de la tôle |
| Meilleures pratiques |
diamètre du trou ≥ épaisseur de la tôle |
| Taille maximale du trou |
Surface = (π (diamètre)²) / épaisseur |
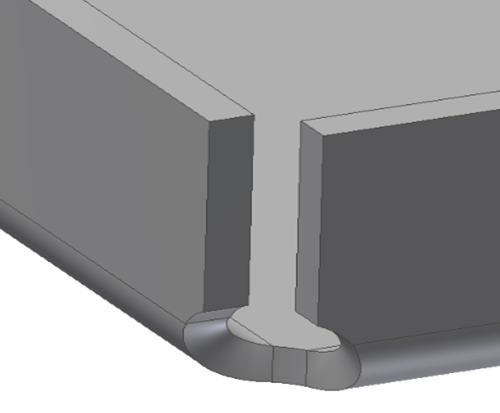
Processus de fabrication de pièces métalliques - Pliage de tôles
Le pliage de tôle CNC implique l'utilisation de presses plieuses pour manipuler la tôle dans les formes souhaitées. Bien que l'outillage soit un aspect fondamental de ce processus, tous les pliages ne nécessitent pas de matrices personnalisées, ce qui offre un certain degré de flexibilité dans le processus de fabrication. Les opérateurs manuels jouent un rôle crucial et le type d'équipement utilisé peut influencer de manière significative les tolérances de rayon de courbure obtenues. Les principaux éléments à prendre en compte dans le pliage de tôles CNC sont les suivants :
- Formation des angles : Il n'est généralement pas possible d'obtenir un véritable angle de 90° ; les angles auront un rayon.
- Angles de pliage : La tolérance standard pour les angles de courbure est de ± 0,5°, ce qui garantit la précision tout en permettant une variance minimale.
- Longueur de pliage : Les tolérances pour la longueur de pliage sont généralement de ±0,20 mm (0,010″) par courbure, ce qui permet d'équilibrer la précision et la flexibilité du processus de pliage.
| Pliage de tôles |
| Linéaire |
Angle de pliage |
| Standard |
Haute précision |
Standard |
Haute précision |
| ±0,1 mm |
±0,05 mm |
±1˚ |
±0,5˚ |
Processus de fabrication de pièces métalliques - Emboutissage
La tolérance d'emboutissage désigne l'écart admissible entre les dimensions et les formes au cours du processus d'emboutissage. Ce processus implique l'utilisation de matrices pour découper et former des feuilles de métal dans des formes et des tailles spécifiques. La précision de l'emboutissage est influencée par plusieurs facteurs, notamment le type de matériau, son épaisseur et la complexité des matrices. Les principaux éléments à prendre en compte pour la tolérance de l'emboutissage sont les suivants :
- Comportement des matériaux : Les différents matériaux réagissent différemment à l'emboutissage, ce qui influe sur la précision du produit final.
- Précision des matrices : La complexité et la précision des matrices utilisées ont un impact direct sur la tolérance réalisable.
- Vitesse du processus : La vitesse du processus d'emboutissage peut influer sur la production de chaleur et la déformation du matériau, ce qui a un impact sur la tolérance.
| Emboutissage de 1 mm à 3 mm |
| Linéaire |
Diamètre du trou |
Angle de pliage |
Caractéristiques de la forme |
| Std |
Serrée |
Std |
Serrée |
Std |
Serrée |
Std |
Serrée |
| ±0,1 mm |
±0,05 mm |
±0,05 mm |
±0,025 mm |
±1˚ |
±0,5˚ |
±0,1 mm |
±0,05 mm |
Processus de fabrication de pièces métalliques - Poinçonnage
La tolérance de poinçonnage concerne les écarts admissibles au cours du processus de poinçonnage, au cours duquel des trous ou des formes sont créés dans la tôle. La précision du poinçonnage est primordiale pour garantir l'intégrité fonctionnelle et structurelle du produit final. Les facteurs influençant la tolérance de poinçonnage sont les suivants :
- L'usure des outils : L'état et l'usure des outils de poinçonnage peuvent affecter la précision des trous ou des formes poinçonnées.
- L’épaisseur du matériau : Les matériaux plus épais peuvent présenter des difficultés pour maintenir des tolérances serrées.
- Le calibrage des machines : Le calibrage et l'entretien des poinçonneuses jouent un rôle crucial dans l'obtention des tolérances souhaitées.
| Poinçonnage |
| Linéaire |
Diamètre du trou |
Caractéristiques de l'angle |
| Std |
Serrée |
Std |
Serrée |
Std |
Serrée |
| ±0,1 mm |
±0,05 mm |
±0,1 mm |
±0,05 mm |
±1˚ |
>1˚ |
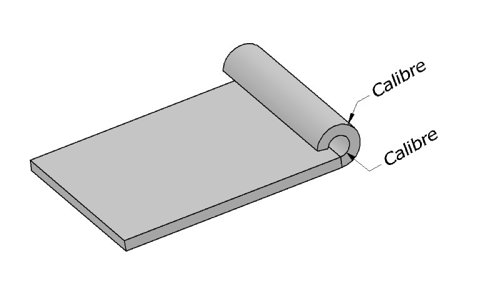
Processus de fabrication de pièces métalliques - Laminage
La tolérance de laminage concerne les variations admissibles au cours du processus de laminage, au cours duquel la tôle passe à travers des rouleaux pour obtenir des épaisseurs ou des formes spécifiques. L'uniformité et la cohérence de la tôle laminée sont essentielles et dépendent fortement de l'épaisseur du matériau. Aspects clés de la tolérance de laminage :
- État des rouleaux : L'état et l'alignement des rouleaux influencent l'uniformité de la tôle laminée.
- Propriétés du matériau : Les propriétés inhérentes du matériau, notamment sa ductilité et sa résistance, ont une incidence sur la tolérance de laminage.
- La température : La température pendant le laminage peut affecter le comportement du matériau et, par conséquent, la tolérance obtenue.
| Laminage de la tôle |
| Épaisseur |
Largeur |
| ±0,1 mm |
±0,5 mm |