Auswahl der Blechbearbeitung und Toleranzen
Präzision und Qualität in der Blechverarbeitung hängen in hohem Maße von einem detaillierten und gut durchdachten Design ab, insbesondere wenn Laserschneiden und CNC-Biegetechniken zum Einsatz kommen. Die Verantwortung des Konstrukteurs besteht darin, sicherzustellen, dass jedes Element des Entwurfs nicht nur innovativ, sondern auch mit den praktischen Einschränkungen der Fertigungstechnologien vereinbar ist. Jeder Aspekt, von den Abmessungen bis hin zu den Feinheiten von Kurven und Biegungen, muss auf die spezifischen Möglichkeiten und Grenzen der eingesetzten Fertigungsverfahren zugeschnitten sein.
Sie sind maßgeblich daran beteiligt, dass die Entwürfe auf die spezifischen Fähigkeiten und Einschränkungen der Fertigungstechnologien zugeschnitten sind und die innovativen Designansprüche mit den praktischen Aspekten des Materialverhaltens, der Werkzeugpräzision und der Prozesseffizienz in Einklang gebracht werden.
Blechbearbeitung - Laserschneiden
Das Laserschneiden ist ein beliebtes Verfahren in der Präzisionsblechfertigung, das für seine Genauigkeit und Effizienz bekannt ist. Es eignet sich besonders für Projekte, die eine hohe Präzision erfordern, und ist in der Lage, Toleranzen von +/- 0,127 mm zu erreichen. Dieses Verfahren ist vielseitig und eignet sich für Materialien mit einer Dicke von bis zu 20 mm (0,78″) und damit für eine breite Palette von Anwendungen.
Es ist jedoch wichtig, die inhärenten Grenzen des Laserschneidens zu berücksichtigen:
- Begrenzung der Lochgröße: Die minimal erreichbaren Lochgrößen werden durch die Größe des Laserstrahls und die Dicke des Materials begrenzt. Wenn der Lochdurchmesser kleiner als die Materialdicke ist, führt der Einstechpunkt im Allgemeinen dazu, dass das Loch außerhalb der Toleranz liegt.
- Einschränkungen für 3D-Merkmale: Das Laserschneiden eignet sich aufgrund der linearen Natur des Laserstrahls nicht für die Erstellung konischer Schnitte oder komplizierter 3D-Merkmale.
Diese Einschränkungen erfordern eine sorgfältige Planung in der Entwurfsphase, um die Projektanforderungen mit den Möglichkeiten des Prozesses in Einklang zu bringen. Dies unterstreicht die Bedeutung eines ausgewogenen Ansatzes, bei dem Designinnovationen mit der praktischen Ausführung in Einklang gebracht werden, um sicherzustellen, dass die endgültigen Komponenten sowohl qualitativ hochwertig als auch für den Zweck geeignet sind.
| Laserschneiden |
| Linear |
Loch-Durchmesser |
| Standard |
Hohe Präzision |
Standard |
Hohe Präzision |
| ±0,20mm |
±0,15mm |
±0,25 mm |
±0,10 mm |
| Laserschnitt-Lochgröße |
| Minimum |
Lochdurchmesser ≥ ½ Blechdicke |
| Beste Praxis |
Lochdurchmesser ≥ Blechdicke |
| Maximale Bohrlochgröße |
Fläche = (π (Durchmesser)²) / Dicke |
Blechbearbeitung - Blechbiegen
Beim CNC-Blechbiegen werden Abkantpressen eingesetzt, um Bleche in die gewünschten Formen zu bringen. Während die Werkzeugausstattung ein grundlegender Aspekt dieses Prozesses ist, sind nicht für alle Biegevorgänge maßgeschneiderte Werkzeuge erforderlich, was eine gewisse Flexibilität im Herstellungsprozess ermöglicht. Manuelle Bediener spielen eine entscheidende Rolle, und die Art der verwendeten Ausrüstung kann die erreichten Biegeradientoleranzen erheblich beeinflussen. Zu den wichtigsten Überlegungen beim CNC-Blechbiegen gehören:
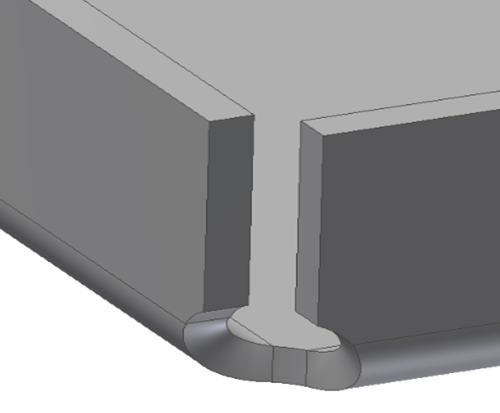
- Bildung von Ecken: Eine echte 90°-Ecke ist in der Regel nicht möglich; die Ecken haben einen Radius.
- Biegewinkel: Die Standardtoleranz für Biegewinkel beträgt ± 0,5°, was Präzision bei minimaler Abweichung gewährleistet.
- Biegungslänge: Die Toleranzen für die Biegelänge betragen in der Regel ±0,20 mm (0,010″) pro Biegung, wodurch ein Gleichgewicht zwischen Genauigkeit und Flexibilität im Biegeprozess erreicht wird.
| Blechbiegen |
| Linear |
Biegewinkel |
| Standard |
Hohe Präzision |
Standard |
Hohe Präzision |
| ±0,1mm |
±0,05 mm |
±1˚ |
±0,5˚ |
Blechbearbeitung - Stanzen
Die Stanztoleranz bezieht sich auf die zulässige Abweichung der Abmessungen und Formen während des Stanzprozesses. Bei diesem Verfahren werden Metallbleche mit Hilfe von Matrizen in bestimmte Formen und Größen geschnitten und geformt. Die Präzision des Stanzens wird durch mehrere Faktoren beeinflusst, darunter die Art des Materials, seine Dicke und die Komplexität der Werkzeuge. Zu den wichtigsten Aspekten der Stanztoleranz gehören:
- Materialverhalten: Verschiedene Materialien reagieren unterschiedlich auf das Stanzen, was sich auf die Genauigkeit des Endprodukts auswirkt.
- Präzision der Matrizen: Die Komplexität und Präzision der verwendeten Matrizen wirkt sich direkt auf die erreichbare Toleranz aus.
- Prozessgeschwindigkeit: Die Geschwindigkeit des Stanzprozesses kann die Wärmeentwicklung und die Materialverformung beeinflussen, was sich wiederum auf die Toleranz auswirkt.
| Stanzen 1mm bis 3mm |
| Linear |
Loch-Durchmesser |
Biegewinkel |
Merkmale des Formulars |
| Std |
Eng |
Std |
Eng |
Std |
Eng |
Std |
Eng |
| ±0,1mm |
±0,05 mm |
±0,05 mm |
±0,025 mm |
±1˚ |
±0,5˚ |
±0,1mm |
±0,05 mm |
Blechbearbeitung - Stanzen
Die Stanztoleranz bezieht sich auf die zulässigen Abweichungen während des Stanzprozesses, bei dem Löcher oder Formen im Blech erzeugt werden. Die Präzision beim Stanzen ist von größter Bedeutung, um die funktionale und strukturelle Integrität des Endprodukts zu gewährleisten. Faktoren, die die Stanztoleranz beeinflussen:
- Werkzeugverschleiß: Der Zustand und die Abnutzung von Stanzwerkzeugen können die Genauigkeit der gestanzten Löcher oder Formen beeinträchtigen.
- Materialdicke: Dickere Materialien können bei der Einhaltung enger Toleranzen eine Herausforderung darstellen.
- Maschinenkalibrierung: Die Kalibrierung und Wartung von Stanzmaschinen spielt eine entscheidende Rolle beim Erreichen der gewünschten Toleranzen.
| Blechbearbeitung - Stanzen |
| Linear |
Loch-Durchmesser |
Merkmale des Winkels |
| Std |
Eng |
Std |
Eng |
Std |
Eng |
| ±0,1mm |
±0,05mm |
±0,1mm |
±0,05mm |
±1˚ |
>1˚ |
Blechbearbeitung - Walzen
Die Walztoleranz bezieht sich auf die zulässigen Abweichungen während des Walzprozesses, bei dem Bleche durch Walzen geführt werden, um bestimmte Dicken oder Formen zu erreichen. Die Gleichmäßigkeit und Konsistenz des gewalzten Blechs ist von entscheidender Bedeutung und hängt stark von der Dicke des Materials ab. Die wichtigsten Aspekte der Walztoleranz:
- Zustand der Walzen: Der Zustand und die Ausrichtung der Walzen beeinflussen die Gleichmäßigkeit des gewalzten Blechs.
- Materialeigenschaften: Die inhärenten Eigenschaften des Werkstoffs, einschließlich seiner Duktilität und Festigkeit, beeinflussen die Walztoleranz.
- Temperatur: Die Temperatur während des Walzens kann das Materialverhalten und damit die erreichte Toleranz beeinflussen.
| Walzen von Blechen |
| Dicke |
Breite |
| ±0.1mm |
±0.5mm |